



Принципі, түрлері және қолданылуылазерлік тазалаутехнология
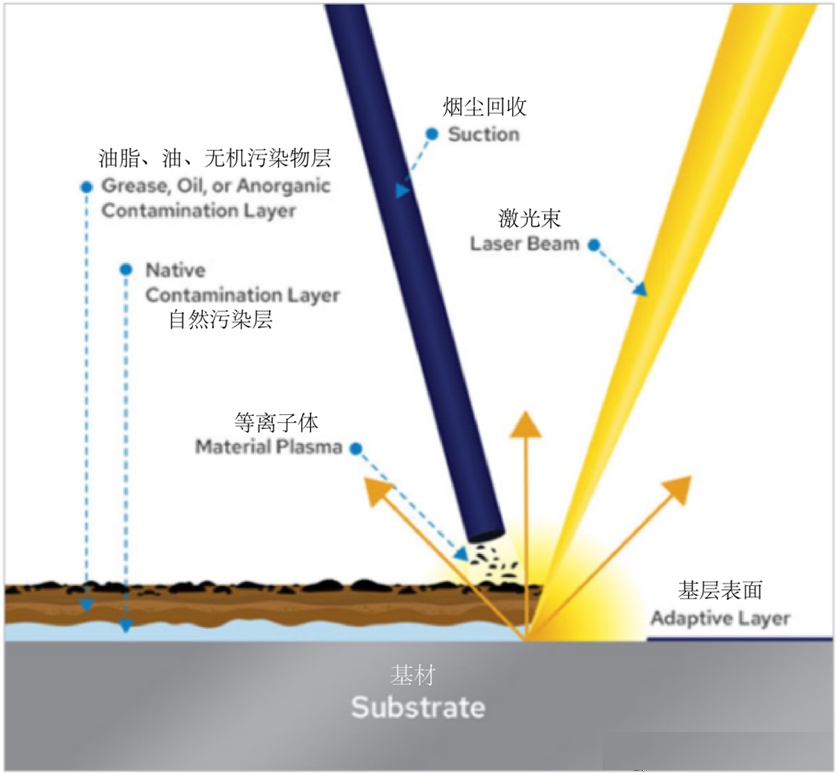
Лазерлік тазалау технологиясы - инженерлік салада лазерлік технологияның сәтті қолданылуы. Оның негізгі қағидасы - лазердің жоғары энергия тығыздығын пайдаланып, дайындаманың негізіне жабысатын ластаушы заттармен әрекеттесіп, олардың негізден лезде термиялық кеңею, балқу және газдың булануы түрінде бөлінуіне әкеледі. Лазерлік тазалау технологиясы жоғары тиімділікпен, қоршаған ортаға зиянсыздықпен және энергияны үнемдеумен сипатталады. Ол шиналарды қалыптау, ұшақ корпусының бояуын кетіру және мәдени жәдігерлерді қалпына келтіру сияқты салаларда сәтті қолданылып келеді.
Дәстүрлі тазалау технологияларына мыналар жатадымеханикалық үйкеліспен тазалау(құммен тазалау, жоғары қысымды су ағынымен тазалау және т.б.), химиялық коррозияны тазалау, ультрадыбыстық тазалау, құрғақ мұзды тазалау және т.б. Бұл тазалау технологиялары әртүрлі салаларда кеңінен қолданылды. Мысалы, құммен тазалау металл тот дақтарын, металл бетіндегі қылшықтарды және схема тақталарындағы үш өткізбейтін лактарды әртүрлі қаттылықтағы абразивтерді таңдау арқылы кетіре алады. Химиялық коррозияны тазалау технологиясы жабдық беттеріндегі май дақтарын, қазандықтардағы және мұнай құбырларындағы қақтарды тазалауда кеңінен қолданылады. Бұл тазалау технологиялары жақсы дамығанымен, оларда әлі де кейбір мәселелер бар. Мысалы, құммен тазалау өңделген бетке оңай зақым келтіруі мүмкін, ал химиялық коррозияны тазалау дұрыс өңделмеген жағдайда қоршаған ортаның ластануына және тазартылған беттің коррозиясына әкелуі мүмкін. Лазерлік тазалау технологиясының пайда болуы тазалау технологиясындағы төңкерісті білдіреді. Ол жоғары энергия тығыздығын, жоғары дәлдікті және лазерлік энергияның тиімді берілуін пайдаланады және тазалау тиімділігі, тазалау дәлдігі және тазалау орны тұрғысынан дәстүрлі тазалау технологияларына қарағанда айқын артықшылықтарға ие. Ол химиялық коррозияны тазалау және басқа тазалау технологияларының әсерінен қоршаған ортаның ластануын тиімді түрде болдырмайды және негізге зақым келтірмейді.
Сонымен, лазерлік тазалау дегеніміз не? Лазерлік тазалау - бұл қатты дененің (немесе кейде сұйықтықтың) бетінен материалды кетіру үшін лазер сәулесі қолданылатын процесс. Лазер ағынының төмен деңгейінде материал сіңірілген лазер энергиясымен қыздырылып, буланып немесе сублимацияланады. Лазер ағынының жоғары деңгейінде материал әдетте плазмаға айналады. Әдетте, лазерлік тазалау импульсті лазерлерді пайдаланып материалды кетіруді білдіреді, бірақ егер лазердің қарқындылығы жеткілікті жоғары болса, материалды абляциялау үшін үздіксіз толқынды лазер сәулесін пайдалануға болады. Терең ультракүлгін сәуленің эксимерлі лазері негізінен оптикалық абляция үшін қолданылады. Оптикалық абляция үшін қолданылатын лазердің толқын ұзындығы шамамен 200 нм құрайды. Лазер энергиясын сіңіру тереңдігі және бір лазерлік импульспен жойылған материал мөлшері материалдың оптикалық қасиеттеріне, сондай-ақ лазердің толқын ұзындығы мен импульс ұзындығына байланысты. Әрбір лазерлік импульспен нысанадан алынған жалпы масса әдетте абляция жылдамдығы деп аталады. Лазер сәулесінің сканерлеу жылдамдығы және сканерлеу сызығының жабыны және т.б. абляция процесіне айтарлықтай әсер етеді.
Лазерлік тазалау технологиясының түрлері
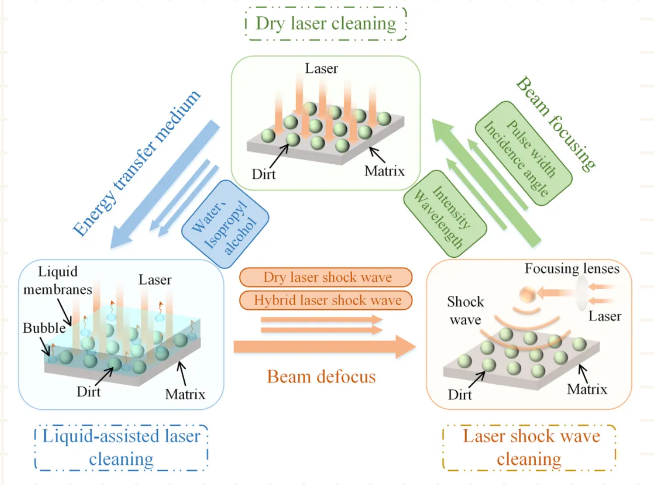
1) Лазерлік құрғақ тазалау: Құрғақ лазерлік тазалау дегеніміз - тазалау дайындамасын импульсті лазермен тікелей сәулелендіру, бұл негіздің немесе беткі ластаушы заттардың энергияны сіңіруіне және температураның жоғарылауына әкеледі, нәтижесінде негіздің термиялық кеңеюіне немесе термиялық діріліне әкеледі, осылайша екеуін ажыратады. Бұл әдісті шамамен екі жағдайға бөлуге болады: біріншісі - беткі ластаушы заттар лазер энергиясын сіңіріп, кеңейеді; екіншісі - негіз лазер энергиясын сіңіріп, термиялық дірілді тудырады. 1969 жылы С.М. Бедайр және т.б. термиялық өңдеу, химиялық коррозия және құммен тазалау сияқты әртүрлі беттік өңдеу әдістерінің әрқайсысының әртүрлі кемшіліктері бар екенін анықтады. Сонымен қатар, лазерлік фокустаудан кейінгі жоғары энергия тығыздығы материал бетінің булану құбылысын мүмкін етеді, бұл материал бетін бұзбай тазалау мүмкіндігін береді. Тәжірибелер арқылы қуат тығыздығы 30 МВт/см2 болатын лағыл Q-коммутациялық лазерді пайдалану кремний материалының беткі ластаушы заттарын негізге зақым келтірмей тазалауға болатыны анықталды және алғаш рет материал беткі ластаушы заттарды лазерлік құрғақ тазалау жүзеге асырылды. Жалпы жылдамдықты қабықша қабатының фрагменттерінің ажырау жылдамдығымен келесідей көрсетуге болады:
Формулада ε лазерлік импульстік энергия индексін, h ластаушы қабықша қабатының қалыңдық индексін, ал E қабықша қабатының серпімділік модулінің индексін білдіреді.
2) Лазерлік дымқыл тазалау: Тазартылатын дайындама импульсті лазерге ұшырамас бұрын, бетіне алдын ала жабатын сұйық пленка жағылады. Лазердің әсерінен сұйық пленканың температурасы тез көтеріліп, буға айналады. Булану кезінде ластаушы бөлшектерге әсер ететін және олардың негізден ажырауына әкелетін соққы толқыны пайда болады. Бұл әдіс негіз мен сұйық пленканың бір-бірімен әрекеттеспеуін талап етеді, осылайша қолданылатын материалдардың ауқымын шектейді. 1991 жылы К. Имен және т.б. дәстүрлі тазалау әдістері қолданылғаннан кейін жартылай өткізгіш пластиналар мен металл материалдарының беттеріндегі қалдық субмикронды бөлшектердің ластаушы заттар мәселесін қарастырды және лазер энергиясын тиімді сіңіре алатын материалдық негіз бетіне пленка жағуды зерттеді. Кейіннен, CO2 лазерін қолдану арқылы пленка лазер энергиясын сіңіріп, температураны тез көтеріп, қайнатып, жарылғыш булануды тудырды, бұл ластаушы заттарды негіз бетінен кетірді. Бұл тазалау әдісі лазерлік дымқыл тазалау деп аталады.
3) Лазерлік плазмалық соққы толқынын тазалау: Лазерлік плазмалық соққы толқындары лазер ауа ортасын сәулелендіріп, сфералық плазмалық соққы толқынының пайда болуына себеп болған кезде пайда болады. Соққы толқыны тазаланатын дайындаманың бетіне әсер етеді және ластаушы заттарды кетіру үшін энергия бөледі. Лазер негізге әсер етпейді, сондықтан негізге зақым келтірмейді. Лазерлік плазмалық соққы толқынын тазалау технологиясы енді диаметрі бірнеше ондаған нанометр болатын бөлшектерді тазалай алады және лазердің толқын ұзындығына ешқандай шектеулер жоқ. Плазмалық тазалаудың физикалық принципін келесідей қорытындылауға болады: а) Лазер шығаратын лазер сәулесі өңделген беттегі ластану қабатымен жұтылады. ә) Көп мөлшердегі жұтылу тез кеңейетін плазманы (жоғары иондалған тұрақсыз газ) түзеді және соққы толқынын тудырады. б) Соққы толқыны ластаушы заттардың бөлшектенуіне және жойылуына әкеледі. г) Жарық импульсінің импульс ені өңделген бетке зақым келтіруі мүмкін жылу жинақталуын болдырмау үшін жеткілікті қысқа болуы керек. д) Тәжірибелер металл бетінде оксидтер болған кезде металл бетінде плазма пайда болатынын көрсетті. Плазма тек энергия тығыздығы шекті мәннен асып кеткенде ғана пайда болады, бұл жойылған ластану қабатына немесе оксид қабатына байланысты. Бұл шекті әсер субстрат материалының қауіпсіздігін қамтамасыз ете отырып, тиімді тазалау үшін өте маңызды. Плазманың сыртқы түрі де екінші шекті мәнге ие. Егер энергия тығыздығы осы шекті мәннен асып кетсе, субстрат материалы зақымдалады. Субстрат материалының қауіпсіздігін қамтамасыз ете отырып, тиімді тазалауды жүзеге асыру үшін, жарық импульсінің энергия тығыздығы екі шекті мән арасында қатаң түрде болуын қамтамасыз ету үшін лазер параметрлерін жағдайға сәйкес реттеу керек. 2001 жылы Дж.М. Ли және т.б. жоғары қуатты лазерлер фокусталған кезде плазмалық соққы толқындарын тудыратындығын пайдаланып, кремний пластинасына параллель сәулелендіру үшін энергия тығыздығы 2,0 Дж/см2 (кремний пластиналарының зақымдану шегінен әлдеқайда жоғары) импульстік лазерді қолданды, кремний пластинасының бетінде адсорбцияланған 1 мкм вольфрам бөлшектерін сәтті тазалады. Бұл тазалау әдісі лазерлік плазмалық соққы толқынын тазалау деп аталады, ал қатаң айтқанда, лазерлік плазмалық соққы толқынын тазалау құрғақ лазерлік тазалаудың бір түрі болып табылады. Бұл үш лазерлік тазалау технологиясының бастапқы мақсаты жартылай өткізгіш пластиналардың бетіндегі ұсақ бөлшектерді тазарту болды. Лазерлік тазалау технологиясы жартылай өткізгіш технологияның дамуымен бірге пайда болды деп айтуға болады. Дегенмен, лазерлік тазалау технологиясы шина қалыптарын тазалау, ұшақ терісінің бояуын кетіру және артефакт бетін қалпына келтіру сияқты басқа салаларда үздіксіз қолданылып келеді. Лазерлік сәулелену кезінде инертті газды субстрат бетіне үрлеуге болады. Ластаушы заттар бетінен тазартылған кезде, олар бетінің қайта ластануы мен тотығуын болдырмау үшін газбен бірден бетінен үрленеді.
Theлазерлік тазалау технологиясын қолдану
1) Жартылай өткізгіш саласында жартылай өткізгіш пластиналар мен оптикалық негіздерді тазалау бірдей процесті қамтиды, яғни шикізатты кесу, ұнтақтау және т.б. арқылы қажетті пішіндерге өңдеу. Бұл процесс кезінде кетіру қиын және қайталанатын ластану проблемаларын тудыратын бөлшектердің ластаушы заттары енгізіледі. Жартылай өткізгіш пластиналардың бетіндегі ластаушы заттар схемалық платаның басып шығару сапасына әсер етуі мүмкін, осылайша жартылай өткізгіш чиптердің қызмет ету мерзімін қысқартады. Оптикалық негіздердің бетіндегі ластаушы заттар оптикалық құрылғылар мен жабындардың сапасына әсер етуі мүмкін және энергияның біркелкі таралуына әкеліп, қызмет ету мерзімін қысқартады. Лазерлік құрғақ тазалау негіз бетіне зақым келтіруге бейім болғандықтан, бұл тазалау әдісі жартылай өткізгіш пластиналар мен оптикалық негіздерді тазалауда аз қолданылады. Лазерлік дымқыл тазалау және лазерлік плазмалық соққы толқынын тазалау бұл салада сәтті қолданылуда. Сюй Чуаньи және т.б. ультра тегіс оптикалық негіздердің бетіне диэлектрлік пленка ретінде микромасштабты арнайы магниттік бояуды тұндыруды зерттеді, содан кейін тазалау үшін импульсті лазерді қолданды. Тазалау әсері жақсы болды, бірақ бірлік аудандағы қоспа бөлшектерінің саны артты, қоспа бөлшектерінің мөлшері мен жабынды аймағы айтарлықтай азайды. Бұл әдіс өте тегіс оптикалық субстраттардың бетіндегі микромасштабты қоспа бөлшектерін тиімді тазалай алады. Чжан Пин лазерлік плазмалық тазалау технологиясында жұмыс қашықтығы мен лазер энергиясының әртүрлі бөлшектер өлшеміндегі ластаушы заттардың тазалау әсерін зерттеді. Тәжірибелік нәтижелер өткізгіш шыны субстраттардағы полистирол бөлшектері үшін 240 мДж энергия үшін оңтайлы жұмыс қашықтығы 1,90 мм екенін көрсетті. Лазер энергиясы артқан сайын тазалау әсері айтарлықтай жақсарды, ал ірі бөлшектерден тұратын ластаушы заттарды тазалау оңайырақ болды.
2) Металл материалдар саласында металл материалдарының беттерін тазалау жартылай өткізгіш пластиналар мен оптикалық негіздерді тазалаудан өзгеше. Тазартылатын ластаушылар макроскопиялық санатқа жатады. Металл материалдарының бетіндегі ластаушылар негізінен оксид қабатын (тот қабаты), бояу қабатын, жабынды және басқа да қосымшаларды қамтиды және органикалық ластаушыларға (мысалы, бояу қабаты, жабын) және бейорганикалық ластаушыларға (мысалы, тот қабаты) жіктелуі мүмкін. Металл материалдарының бетіндегі ластаушыларды тазалау негізінен кейінгі өңдеу немесе пайдалану талаптарын қанағаттандыру үшін, мысалы, дәнекерлеу алдында титан қорытпасының бөлшектерінің бетінен шамамен 10 мкм оксид қабатын алып тастау, ұшақтарды күрделі жөндеу кезінде қайта шашыратуды жеңілдету үшін тері бетіндегі бастапқы бояу жабынын алып тастау және бетінің тазалығын және қалып сапасы мен қызмет ету мерзімін қамтамасыз ету үшін резеңке шина қалыпына бекітілген резеңке бөлшектерін үнемі тазалау. Металл материалдарының зақымдану шегі олардың бетіндегі ластаушы заттардың лазерлік тазалау шегінен жоғары. Тиісті қуатты лазерді таңдау арқылы жақсы тазалау әсеріне қол жеткізуге болады. Бұл технология кейбір салаларда ежелден қолданылып келеді. Ван Лихуа және т.б. алюминий қорытпалары мен титан қорытпаларының беттеріндегі оксидті қабықтарды өңдеуде лазерлік тазалау технологиясын қолдануды зерттеді. Зерттеу нәтижелері 5,1 Дж/см2 энергия тығыздығы бар лазерді пайдалану A5083-111H алюминий қорытпасының бетіндегі оксид қабатын негіздің жақсы сапасын сақтай отырып тазартуға болатынын, ал орташа қуаты 100 Вт импульсті лазерді сканерлеу әдісімен пайдалану титан қорытпаларының бетіндегі оксид қабатын тиімді тазартып, материал бетінің қаттылығын жақсартуға мүмкіндік беретінін көрсетті. Ruike Laser, Daqu Laser және Shenzhen Chuangxin сияқты отандық компаниялар шиналар, металл тот қабаттары және компоненттер бетіндегі май дақтары сияқты резеңке қалыптарды тазалау үшін кеңінен қолданылатын лазерлік тазалау жабдықтарын жасап шығарды.
3) Мәдени жәдігерлер саласында металл және тас жәдігерлері мен қағаз беттерін тазалау олардың ұзақ тарихы болғандықтан беттерінде пайда болатын кір мен сия дақтары сияқты ластаушы заттарды кетіру үшін қажет. Жәдігерлерді қалпына келтіру үшін бұл ластаушы заттарды кетіру қажет. Каллиграфия және картиналар сияқты қағаз жұмыстары дұрыс сақталмаған кезде олардың беттерінде зең пайда болып, дақтар пайда болады. Бұл дақтар қағаздың бастапқы көрінісіне, әсіресе мәдени немесе тарихи құндылығы жоғары қағазға қатты әсер етеді, бұл оның бағалануы мен қорғалуына әсер етеді. Чжао Ин және т.б. қағаз шиыршықтарындағы зең дақтарын тазалау үшін ультракүлгін лазерді қолданудың мүмкіндігін зерттеді. Тәжірибелік нәтижелер бір рет сканерлеу үшін энергия тығыздығы 3,2 Дж/мм2 болатын лазерді қолдану жұқа дақтарды кетіруге болатынын, ал екі рет сканерлеу дақтарды толығымен кетіруге болатынын көрсетті. Дегенмен, егер қолданылатын лазер энергиясы тым жоғары болса, дақтарды кетіру кезінде қағаз шиыршығына зақым келтіреді. Чжан Сяотун және т.б. лазерлік тік сәулелендіру сұйық пленка әдісін қолдана отырып, алтын жалатылған қола жәдігерді сәтті қалпына келтірді. Чжан Личэн және т.б. Хань әулеті кезіндегі боялған әйел қыш мүсінін қалпына келтіруде лазерлік тазалау технологиясын қолданды. Юань Сяодун және т.б. тас жәдігерлерін тазалауда лазерлік тазалау технологиясының әсерін зерттеп, тазалау алдында және кейін құмтас денесіне келтірілген зақымды, сондай-ақ сия дақтарының, түтіннің және бояудың ластануының тазалау әсерін салыстырды.
Қорытынды: Лазерлік тазалау технологиясы салыстырмалы түрде дамыған әдіс болып табылады, аэроғарыш, әскери техника, электроника және электротехника сияқты жоғары дәлдіктегі салаларда кең зерттеулер мен қолдану перспективалары бар. Қазіргі уақытта лазерлік тазалау технологиясы тиімді, экологиялық таза және тамаша тазалау өнімділігінің арқасында кейбір салаларда сәтті қолданылуда. Оның қолданылу салалары біртіндеп кеңеюде. Лазерлік тазалау технологиясының дамуы бояуды кетіру және тотты кетіру сияқты салаларда ғана емес, сонымен қатар соңғы жылдары металл сымдардың оксид қабатын тазалау үшін лазерді қолдану туралы хабарламалар пайда болды. Қолданыстағы қолдану салаларының кеңеюі және жаңа салалардың дамуы лазерлік тазалау технологиясының дамуының негізі болып табылады. Жаңа лазерлік тазалау жабдықтарын зерттеу және әзірлеу және жаңа лазерлік тазалау жабдықтарын әзірлеу әртүрлі функцияларға әкелетін дифференциацияны көрсетеді. Болашақта өнеркәсіптік роботтармен ынтымақтастық арқылы толық автоматты лазерлік тазалауға қол жеткізуге болады. Лазерлік тазалау технологиясының даму үрдісі келесідей:
(1) Лазерлік тазалау технологиясын қолдануға бағыт беру үшін лазерлік тазалау теориясы бойынша зерттеулерді күшейту. Көптеген құжаттарды қарап шыққаннан кейін, лазерлік тазалау технологиясын қолдайтын жетілген теориялық жүйе жоқ екені және зерттеулердің көпшілігі тәжірибелерге негізделгені анықталды. Лазерлік тазалау теориялық жүйесін құру лазерлік тазалау технологиясын одан әрі дамыту мен жетілудің негізі болып табылады.
(2) Қолданыстағы және жаңа қолдану салаларын кеңейту. Лазерлік тазалау технологиясы бояуды кетіру және тотты кетіру сияқты салаларда сәтті қолданылып келеді, және соңғы жылдары металл сымдардың оксид қабатын тазарту үшін лазерді қолдану туралы хабарламалар бар. Қолданыстағы қолданыстағы салалардың кеңеюі және жаңа салаларды дамыту лазерлік тазалау технологиясын дамыту үшін құнарлы топырақ болып табылады.
(3) Жаңа лазерлік тазалау жабдықтарын зерттеу және әзірлеу. Жаңа лазерлік тазалау жабдықтарын әзірлеу дифференциацияны көрсетеді. Бір түрі - бірнеше қолдану салаларын қамтитын белгілі бір әмбебаптығы бар жабдық, мысалы, бір құрылғы бояуды кетіру және тотты кетіру функцияларын бір уақытта орындай алады. Екінші түрі - шағын кеңістіктердегі ластаушы заттарды тазарту функциясына қол жеткізу үшін арнайы құрылғыларды немесе оптикалық талшықтарды жобалау сияқты нақты қажеттіліктерге арналған мамандандырылған жабдық. Өнеркәсіптік роботтармен ынтымақтастық арқылы толық автоматты лазерлік тазалау да танымал қолдану бағыты болып табылады.
Жарияланған уақыты: 17 шілде 2025 ж.











